Монтаж полиэтиленовых труб своими руками
В этой статье мы расскажем, как осуществить монтаж полиэтиленовых труб своими руками. Это позволит в несколько раз сэкономить при прокладке большинства коммуникаций. Существуют различные виды упомянутых изделий, а также способы их установки. Эта статья осветит все эти аспекты.
Область применения
Полиэтилен получил широкое распространение в производстве различных изделий. Это полимер, который обладает рядом очень полезных свойств. Например, он невосприимчив к действию большинства кислот, бензина, различных масел и других растворителей. Это означает, что при нахождении в агрессивной среде срок службы такого материала может быть очень продолжительным. В промышленности это сырье применяется при изготовлении упаковок для различных продуктов питания. Материал не оказывает губительного воздействия на организм человека, хотя и является продуктом нефтяной промышленности.
![]()
Кроме всего перечисленного, этот полимер с легкостью поддается обработке. Для того чтобы изготовить из него планируемое изделие, не требуется особых уникальных условий температуры или давления. Из него легко получаются трубы, которые применяются для различных целей:
- газовые магистрали;
- трубопроводы для транспортировки химически агрессивных веществ в промышленности;
- системы ирригации;
- для транспортировки жидкостей, содержащих абразивные включения;
- системы, созданные для понижения уровня воды.

Такое широкое распространение связано с простотой установки и высокой гибкостью конечного продукта.
Виды полиэтиленовых труб

Все трубы из полиэтилена делятся по признаку выдерживаемого давления. Существует три основных вида:
- ПВД. Такие изделия выдерживают высокое давление. Они применяются на высоконапорных магистралях и участках. Их диаметр может превышать 1 м. Актуальны для организации водоснабжения микрорайонов или даже городов.
- ПНД. Самый распространенный и часто встречающийся вид. Трубы из пластика низкого давления применяются для водопровода, в этом случае они чаще всего имеют синюю полоску по всей протяженности, либо могут быть полностью окрашены в синий цвет. Для прокладки газовых магистралей применяется материал с желтой полосой.
- Третий вид изготавливается из вторичного сырья. Обычно такие трубы применяют для прокладки различных линий связи. Изделия служат гильзами, которые предотвращают пагубное воздействие на кабель.

Плюсами таких изделий являются:
- устойчивость к коррозии;
- высокая гибкость и пластичность при монтаже;
- простота соединения;
- высокая механическая прочность;
- невозможность образования наростов и засорений благодаря гладкости стенок;
- устойчивость к гидроударам (допускается кратковременное превышение допустимого давления в несколько раз);
- хороший диэлектрик;
- возможность монтажа в ограниченном пространстве;
- значение гидропотерь ниже, чем у других материалов;
- более высокая плотность, чем у стали - в 8 раз;
- сварные швы по прочности превосходят прочность самих труб;
- относительно небольшой вес;
- 50 лет службы без необходимости обслуживания.
Обратите внимание! Полиэтилен не подходит для организации систем горячего водоснабжения и отопления. Связано это с тем, что некоторые его виды теряют свою прочность уже при 60°, а при 100° начинают плавиться и растекаться.
Способы монтажа

С установкой может справиться даже новичок при условии наличия необходимого инструмента и основных знаний. Все виды сочленений труб этого вида делятся на две основные категории:
- Разъемные. Для них разработаны специальные фитинги. Сборка всей конструкции возможна при наличии элементарных инструментов, которыми обладает любой хозяин.
- Монолитные. В этом случае доступно два варианта, которые можно применять. Один из них подразумевает склеивание при помощи специального состава, который не оказывает отрицательного воздействия на организм. Второй - это пайка. Она имеет свои подвиды. Осуществляется при помощи специального аппарата, который нагревает торцы, после чего происходит стыковка. Также разработаны специальные муфты, в которые встроены спирали (еще их называют элементами с закладным нагревателем), осуществляющие сварку.

Практическое руководство
Первый метод соединения, о котором говорилось выше, часто применяется в домашних условиях. Инструмент, который понадобится при сборке всей конструкции:
- ножницы для труб или ножовка по металлу;
- специальный ключ с цепью;
- фитинги;
- рулетка.
Обратите внимание! Часто цепной ключ заменяют обычным газовым или просто производят затяжку вручную. Для обеспечения наивысшей надежности лучше использовать предназначенные для этого изделия.

Весь процесс по укладке будет сводиться к следующему:
- Вся труба выпускается в бухтах, поэтому ее нужно будет удобно разместить для упрощения задачи. Отмеряется необходимый отрезок и при помощи ножовки или ножниц отрезается от бухты.
- Край, который будет заходить в фитинг, хорошо выравнивается. Это необходимо сделать, чтобы впоследствии не возникло перекоса, и чтобы захват был равномерным.
- Снимается фаска под конус, это даст возможность проще пройти уплотнительную резинку.
- С фитинга откручивается муфта.
- Вынимается уплотнительное кольцо.
- Вначале муфта, а затем и уплотнительное кольцо надеваются на трубу.
- Кольцо должно быть развернуто так, чтобы его конусная часть упиралась в муфту, а бортик в фитинг.
- Труба смачивается водой или мыльным раствором. Это поможет проще зафиксировать ее.
- Фитинг надевается на трубу до упора. При этом нужно следить, чтобы уплотнительную резинку, которая находится в нем, не завернуло внутрь отверстия. Если это произошло, то необходимо снять фитинг и повторить все с самого начала.
- Перед тем как засыпать трубу землей, желательно проверить ее, подав рабочее давление.

Обзор обжимного фитинга для полиэтиленовых труб смотрите ниже:
Обратите внимание! Для перехода с металлической трубы на полиэтиленовую отлично подойдут фитинги с металлической резьбой. Это будет залогом качественного соединения, которое не выйдет из строя при скачке давления.
Стыковое сочленение осуществляется несколько сложнее и требует специализированного инструмента. Основным является сварочный аппарат. Состоит он из таких блоков:
- Центратор. Специальный фиксирующий зажим, который позволяет расположить две детали четко друг напротив друга. Также при помощи этого элемента осуществляется фиксация и прижим, чтобы образовался качественный шов.
- Торцеватель. Небольшой инструмент с электрическим двигателем, который имеет две режущие головки. Его цель - обработать кромки для того, чтобы они имели ровную плоскость.
- Гидравлический блок. Предназначен для того, чтобы осуществлять передвижение двух частей центратора. На нем имеется манометр, который дает возможность подобрать требуемое значение в барах.
- Нагреватель. Это своего рода паяльник, который осуществляет плавление кромки для последующей стыковки.

Если вы планируете заниматься монтажом профессионально, тогда есть смысл приобрести такой аппарат, в противном случае достаточно просто взять его напрокат. Последовательность действий будет такой:
- Одна из свариваемых частей обязательно должна быть подвижной. Если это условие не соблюсти, тогда центратор не выполнит своей роли.
- При помощи штангенциркуля проверяется овальность трубы. Диаметр должен быть одинаковым в любой точке, в которой будет приложен измеритель.
- Проверяется соответствие фактической толщины стенки заявленной. Она должна быть одинаковой у двух элементов. Если они будут неравнозначными, тогда спайка не достигнет необходимой прочности.
- Элементы устанавливаются в центратор. Между ними необходимо соблюсти такое расстояние, чтобы в открытом положении можно было спокойно установить торцеватель и нагревательный элемент.
- Зажим осуществляется попарно. Задние фиксаторы можно затянуть немного больше, чем передние. С последними лучше не переусердствовать, чтобы не нарушить правильность окружности торца.
- Производится установка давления на движение. Для того чтобы сделать это, необходимо вначале открутить клапан, чтобы стравить воздух. Далее, закручивая его, определяется значение, при котором начинается движение.
- Вычисляется давление при сжатии на пайку. Делается это согласно таблице, которая обычно находится на агрегате. Если ее нет, тогда можно воспользоваться такой формулой: площадь торца трубы разделить на общую площадь сечения цилиндров, умножить получившийся результат на 0,15 и прибавить давление сопротивления.
- Части, которые будут свариваться, очищаются от песка и другой грязи влажной тряпкой.
- Производится обработка кромки. Для этого впритык к одной трубе устанавливается торцеватель. Он включается и при помощи гидравлического блока производится сдвигание двух заготовок. Процесс происходит до тех пор, пока не образуются 3–4 витка цельной стружки с каждой из сторон.
- Сбрасывается давление и части раздвигаются.
- Режущий инструмент убирается на свое место.
- Производится тестовая стыковка, чтобы убедиться, что процесс прошел как следует.
- Снова производится очистка торцов. Но на этот раз необходимо использовать спирт или специальный растворитель.
- Включается паяльник и нагревается до необходимой температуры.
- На таймере выставляется время планируемой пайки. Оно обычно также указывается в таблице.
- Жало устанавливается между трубами.
- Производится сведение труб к паяльнику. Необходимо выждать, пока образуется наплыв в 1 мм толщиной. После этого давление сбрасывается и засекается время для сварки.
- По истечении времени для сварки паяльник убирается. Будет 5 секунд для того, чтобы свести детали одну с другой.
- После стыковки потребуется выждать еще около 5 секунд под давлением, после чего оно сбрасывается и запускается таймер для остывания.

Процесс остывания никакими способами не следует ускорять. Также на протяжении этого времени нельзя кантовать трубу или пытаться снять центратор. В противном случае стык будет нарушен, и впоследствии произойдет разгерметизация.
В видеоматериале подробно показан процесс стыковой сварки:

Электромуфтовая сварка является достижением, которое позволяет стыковать швы в таких местах, где другие способы просто неприменимы. Плюсами такого решения являются:
- высокая скорость протекающих процессов;
- минимальная вероятность ошибок;
- высокая безопасность всего процесса;
- возможность сочленения неподвижных заготовок;
- внутренний диаметр труб остается практически без изменений;
- упрощает процесс при выполнении задач с большими диаметрами труб;
- преимущество работы с заготовками различного диаметра и толщины стенки;
- минимальное потребление электрической энергии при выполнении задач.

Из инструментов будут необходимы:
- Специальная жидкость для очистки. Она может идти в наборе с фитингами или приобретаться отдельно. Не рекомендуется использование ацетона или других непредназначенных для этих целей растворителей.
- Съемник оксидного слоя. В его роли может выступать обыкновенный скребок или аппарат, который устанавливается непосредственно на трубу. На больших диаметрах использование второго предпочтительнее. Дело в том, что нужно не просто создать шероховатую поверхность, а убрать около 0,1 мм материала для того, чтобы могла произойти спайка.
- Сварочный аппарат. В этом случае используется специальная разработка. Его задачей является подача на муфту конкретного напряжения на протяжении определенного промежутка времени. Собирается он на полупроводниках, что объясняет его экономичность и высокую производительность. На передней панели, как правило, располагается цифровой дисплей, который дает возможность проверки правильности введенных данных. В конструкции предусмотрен порт для подключения сканера, он необходим, чтобы автоматически вносить требуемые параметры через штрихкод, который нанесен на фитинг. Информация о проделанной работе заносится во внутреннюю память и впоследствии может быть перенесена на флешку, если есть USB-порт.
- Фиксатор или позиционер. Для этого вида соединений он имеет немного другое строение, чем в предыдущем случае. Его основная цель - компенсировать овальность, которая может присутствовать из-за хранения трубы в бухте или под нагрузкой.
- Труборез. Для того чтобы кромки получались плоскими и без зазубрин, желательно использовать именно этот инструмент. Ножовка и нож будут плохими помощниками в данном случае.
- Перманентный маркер. Он должен быть белым или желтым, чтобы нанесенные метки были хорошо заметны на трубе.
- Рулетка.
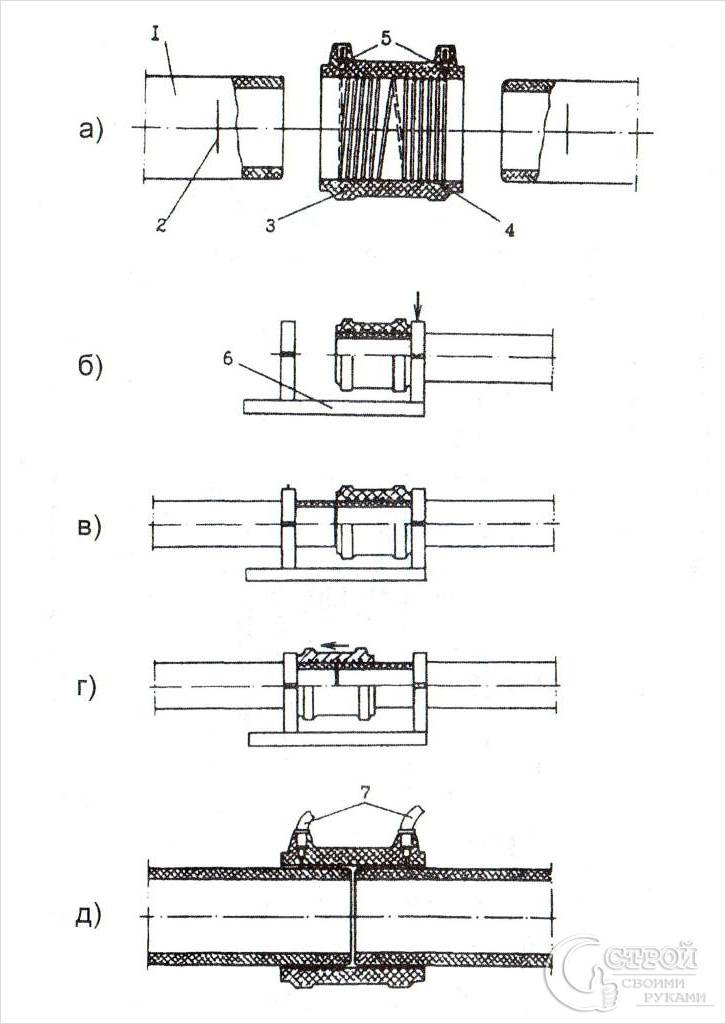
Чтобы добиться идеального результата, потребуется соблюсти следующие шаги:
- Подготавливаются торцы. Для этого они обрезаются при помощи трубореза.
- При помощи рулетки измеряется общая длина муфты.
- На каждую трубу наносится метка. Она должна находиться от края на расстоянии половины размера фитинга плюс 2 см запаса.
- Снимается верхний слой, в котором произошла реакция с кислородом. Для того чтобы было легче соблюсти равномерность, необходимо нанести несколько продольных линий от метки до торца. По ходу обработки инструментом будет видно, какая часть недостаточно пройдена.
- На торце снимется фаска под конус, чтобы облегчить вход трубы в фитинг.
- На каждую из труб устанавливается позиционер. Он зажимается до тех пор, пока патрубок не станет идеально круглым.
- Осуществляется обработка обезжиривающим составом как самой трубы, так и внутренних стенок фитинга.
- Муфта надевается на трубу до половины глубины своего размера. Обычно внутри стоит ограничитель, который не даст пройти дальше.
- Подводится и вставляется вторая труба.
- Проверяется ровность всей плоскости.
- Подключаются клеммы от сварочного аппарата в специальные разъемы.
- При помощи сканера производится считывание нанесенного штрихкода.
- Производится запуск всего процесса. Важно выждать не только время сваривания, но и полное время остывания, которое также отображается на дисплее. В этот промежуток нельзя трогать или стараться изменить конфигурацию оборудования. Это может привести к некачественному сочленению.
- По окончании процедуры на стык наносятся данные об операторе, времени, температуре и дате.
Существуют основные ошибки, которых очень важно избегать. Например, необходимо, чтобы труба и фитинг не находились под углом. Это приведет к тому, что расплавленная масса просто вытечет наружу. Если не компенсировать овальность, тогда муфту просто будет невозможно надеть, либо не произойдет образование монолитной спайки. При недостаточном уровне погружения трубы спираль просто расплавит материал внутри, но сочленения не произойдет.
Установка труб из сшитого полиэтилена

Этот вид трубы, скорее, является исключением из правил. Он выдерживает температуру до 120° и может спокойно применяться для систем отопления и горячего водоснабжения. Производится такой материал методом бомбардировки ионами, что приводит к образованию уникальной структурной решетки. Именно она и является залогом прочности. Интересно, что при воздействии температуры более 400°C материал распадается на углекислый газ и воду. Другими интересными характеристиками являются:
- Устойчивость к низким температурам. Труба хорошо чувствует себя даже при -50°. При этом физическое воздействие не оказывает губительного действия.
- Высокая эластичность. Трубу можно согнуть пополам, и при этом она не сломается.
- Устойчивость к появлению трещин в процессе эксплуатации.
- Высокая гладкость внутренней поверхности. Это позволяет снизить шум в процессе циркуляции воды.
- Изделие дает усадку. При воздействии достаточно высокого давления материал имеет свойство расширяться и через некоторое время принимать свою изначальную форму.
- Устойчивость к истиранию. Это значит, что трубу можно замуровать в стяжку и не переживать, что с ней что-то произойдет.

Монтаж может осуществляться с применением двух видов фитингов:
- Резьбовых. В этом случае не требуется специального инструмента, а общий процесс напоминает установку металлопластиковых труб.
- Опрессовочных. Для этого варианта понадобится особый расширитель и специальные ручные тиски.
Процесс для первого варианта сводится к следующим шагам:
- При помощи ножниц отрезается труба необходимого размера.
- С фитинга откручивается гайка и снимается уплотнительное кольцо.
- На трубу вначале надевается гайка и затем уплотнительное кольцо.
- Часть трубы, которая будет одеваться на фитинг, развальцовывается.
- Уплотнительное кольцо сдвигается как можно ближе к фитингу.
- При помощи одного гаечного ключа удерживается соединитель, вторым закручивается гайка. Она осуществляет продвижение уплотнителя в назначенное положение и еще больше прижимает стенки трубы.

При методе опрессовки все происходит следующим образом:
- На трубу надевается кольцо. Оно сдвигается от края на расстояние, на которое зайдет внутренняя часть фитинга.
- На расширитель устанавливается головка требуемого диаметра. Он вставляется в патрубок и рукоятки сжимаются. Далее они быстро разжимаются, инструмент немного проворачивается, погружается немного глубже и снова ручки сводятся. Такие действия осуществляются до тех пор, пока торец не упрется в ограничитель.
- Вставляется фитинг.
- При помощи ручных тисков производится запрессовка кольца на верхнюю часть соединения.
Обратите внимание! Есть еще один прогрессивный метод. Вместо металлического кольца применяется специальный полимер. Он надевается на трубу так, чтобы часть его выступала на 1 мм. Далее труба расширяется вместе с ним. Когда фитинг вставлен, происходит автоматическое усаживание. В течение часа жесткость соединения достигает такого уровня, что способна выдерживать давление в 15 атмосфер.
Возможно, и у вас был опыт, когда осуществлялся монтаж водопровода из полиэтиленовых труб или других коммуникаций. Делитесь своими наработками и хитростями, приобретенными в процессе. Оставляйте комментарии к статье.